مقدمه: شناخت راکتور UASB
راکتور UASB (Upflow Anaerobic Sludge Blanket) به عنوان یکی از کارآمدترین و پرکاربردترین سیستمهای تصفیه بیهوازی فاضلاب شناخته میشود که اولین بار در دهه 1970 در هلند توسعه یافت. این فناوری با راندمان بالا و مصرف انرژی پایین، امروزه در بیش از 5,000 واحد صنعتی و شهری در سراسر جهان مورد استفاده قرار میگیرد و به ویژه برای فاضلابهای با بار آلی بالا (COD >1500 mg/L) ایدهآل است.
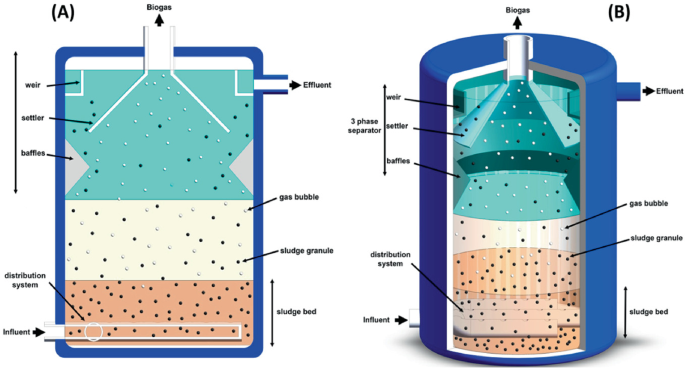
اصول عملکرد و مکانیسم تصفیه در UASB
ساختار پایه راکتور UASB
-
سیستم توزیع فاضلاب:
-
ورودی از کف راکتور
-
توزیع یکنواخت جریان
-
سرعت جریان رو به بالا: 0.5-1.5 m/h
-
-
ناحیه لجن گرانولی:
-
ارتفاع: 1.5-3 متر
-
غلظت لجن: 20-40 g/L
-
اندازه گرانول: 0.5-3 mm
-
-
ناحیه جداسازی گاز-جامد-مایع (GLS):
-
صفحات جداکننده
-
زاویه شیب: 45-60 درجه
-
سرعت صعودی: 1-3 m/h
-
-
سیستم جمعآوری بیوگاز:
-
تولید 0.35-0.45 m³/kg CODremoved
-
ترکیب: 60-70% متان
-
مکانیسمهای کلیدی تصفیه
-
تماس موثر فاضلاب با گرانولهای لجن
-
تشکیل خودبهخودی لایه لجن معلق
-
جدایش سه فاز (گاز-جامد-مایع) در بخش بالایی
-
تولید بیوگاز به عنوان محصول جانبی باارزش
مزایای منحصر به فرد راکتور UASB
✔ راندمان بالا (حذف 70-90% COD در دمای مزوفیلیک)
✔ مصرف انرژی بسیار پایین (80-90% کمتر از سیستمهای هوازی)
✔ تولید انرژی تجدیدپذیر (بیوگاز با ارزش حرارتی بالا)
✔ تولید لجن کم (5-10% سیستمهای هوازی)
✔ فضای مورد نیاز کمتر (50-70% کوچکتر از سیستمهای متعارف)
✔ تحمل شوک بار آلی
طراحی و پارامترهای فنی UASB
پارامترهای کلیدی طراحی
-
بارگذاری آلی حجمی (OLR):
-
معمولاً 5-15 kg COD/m³.day
-
حداکثر تا 20 kg COD/m³.day در سیستمهای پیشرفته
-
-
زمان ماند هیدرولیکی (HRT):
-
فاضلاب صنعتی: 6-24 ساعت
-
فاضلاب شهری: 4-8 ساعت
-
-
سرعت صعودی (Upflow Velocity):
-
محدوده بهینه: 0.5-1.5 m/h
-
حداکثر مجاز: 3 m/h
-
-
دمای عملیاتی:
-
مزوفیلیک: 35-37°C
-
ترموفیلیک: 55-60°C
-
محاسبات اساسی
حجم راکتور مورد نیاز:
V = (Q × COD)/(OLR × 1000)
که در آن:
-
V: حجم راکتور (m³)
-
Q: دبی فاضلاب (m³/day)
-
COD: غلظت COD ورودی (mg/L)
-
OLR: بار آلی حجمی (kg COD/m³.day)
تولید بیوگاز:
Biogas = Y × CODremoved × Q
که در آن:
-
Biogas: تولید بیوگاز (m³/day)
-
Y: بازده تولید بیوگاز (0.35-0.45 m³/kg COD)
-
CODremoved: COD حذف شده (kg/m³)
مقایسه UASB با سایر راکتورهای بیهوازی
| پارامتر | UASB | CSTR | Anaerobic Filter |
|---|---|---|---|
| بارگذاری آلی | بالا | پایین | متوسط |
| نیاز به انرژی | بسیار کم | کم | کم |
| کیفیت پساب | خوب | متوسط | خوب |
| نیاز به لجن گرانولی | دارد | ندارد | ندارد |
| حساسیت به شوک بار | کم | زیاد | متوسط |
| هزینه سرمایهگذاری | متوسط | کم | بالا |
کاربردهای صنعتی و شهری
-
صنایع غذایی و کشاورزی:
-
کارخانههای قند و شکر
-
صنایع لبنی و نشاسته
-
کشتارگاهها و صنایع گوشتی
-
-
صنایع شیمیایی و دارویی:
-
تولیدات پتروشیمی
-
صنایع داروسازی
-
کارخانههای تولید نوشیدنی
-
-
تصفیه فاضلاب شهری:
-
مناطق گرمسیری
-
جوامع کوچک و متوسط
-
-
صنایع کاغذ و خمیرکاغذ:
-
پساب کارخانههای تولید کاغذ
-
صنایع بازیافت کاغذ
-
چالشها و راهکارهای عملیاتی
1. تشکیل گرانول لجن
راهکارها:
-
استفاده از هستهگذاری اولیه
-
کنترل دقیق شرایط راهاندازی
-
زمان راهاندازی کافی (2-6 ماه)
2. شناور شدن لجن
راهکارها:
-
کنترل سرعت صعودی
-
استفاده از سیستم GLS کارآمد
-
مدیریت تولید گاز
3. تغییرات دما
راهکارها:
-
عایقبندی راکتور
-
سیستم گرمایش با بیوگاز
-
انتخاب دمای عملیاتی مناسب
نوآوریهای اخیر در فناوری UASB
-
سیستمهای دو مرحلهای:
-
جداسازی مراحل اسیدوژنز و متانوژنز
-
افزایش راندمان تا 95%
-
-
گرانولهای سریعالتشکیل:
-
کاهش زمان راهاندازی به 2-4 هفته
-
افزایش فعالیت ویژه
-
-
سیستمهای کنترل هوشمند:
-
پایش آنلاین پارامترها
-
پیشبینی و جلوگیری از اختلالات
-
-
راکتورهای UASB با صفحات جداکننده پیشرفته:
-
بهبود جداسازی سه فاز
-
افزایش ظرفیت بارگذاری
-
مطالعه موردی: کاربرد موفق در صنعت ایران
در یک کارخانه تولید نشاسته در اصفهان با مشخصات زیر:
-
دبی فاضلاب: 400 m³/day
-
COD ورودی: 12,000 mg/L
-
دمای عملیاتی: 37°C
نتایج پس از نصب راکتور UASB:
📈 حذف 88% COD
🔥 تولید 2,000 m³/day بیوگاز (معادل 12,000 kWh/day)
💰 بازگشت سرمایه در 1.5 سال
🌿 کاهش 85% لجن تولیدی
راهنمای انتخاب و طراحی UASB
گامهای اساسی طراحی
-
آنالیز کامل فاضلاب (COD، BOD، TSS، دما، pH)
-
تعیین اهداف تصفیه
-
محاسبه حجم راکتور بر اساس OLR
-
طراحی سیستم توزیع و جمعآوری گاز
-
بررسی نیاز به پیشتصفیه یا پستصفیه
-
محاسبه تولید بیوگاز و امکانسنجی استفاده از آن
نکات کلیدی در انتخاب
-
برای فاضلابهای با جامدات بالا (>500 mg/L TSS) از پیشتصفیه مناسب استفاده شود
-
در مناطق سردسیر، سیستم گرمایش طراحی گردد
-
برای فاضلابهای صنعتی خاص، آزمایش پایلوت انجام شود
آینده فناوری UASB
-
ادغام با انرژیهای تجدیدپذیر
-
بهبود سیستمهای بازیابی گرما
-
توسعه راکتورهای کممصرف
-
کاربرد در تصفیه فاضلاب شهری در مقیاس بزرگ
-
سیستمهای ترکیبی با MBR برای کیفیت پساب عالی
نتیجهگیری: جایگاه UASB در صنعت تصفیه
راکتور UASB با راندمان بالا، مصرف انرژی پایین و تولید انرژی تجدیدپذیر، به عنوان یکی از پایدارترین فناوریهای تصفیه فاضلاب در جهان شناخته میشود. این سیستم به ویژه برای صنایع با پسابهای با بار آلی بالا و مناطق با محدودیت انرژی گزینهای ایدهآل محسوب میشود.
با وجود چالشهای موجود در راهاندازی و کنترل عملیاتی، توسعههای اخیر در زمینه بهبود گرانولسازی، سیستمهای کنترل هوشمند و طراحیهای پیشرفته، آینده روشنی را برای این فناوری ترسیم میکند. سرمایهگذاری در پروژههای UASB هم از نظر اقتصادی و هم از نظر زیستمحیطی تصمیمی استراتژیک برای صنایع و جوامع مختلف محسوب میشود.