مقدمه: شناخت راکتور ABR
راکتور Anaerobic Baffled Reactor) ABR) یک سیستم تصفیه بیهوازی پیشرفته است که برای اولین بار در دهه 1980 توسط پروفسور پرسلی در انگلستان توسعه یافت. این فناوری با ساختار منحصر به فرد چند محفظهای خود، مزایای راکتورهای UASB و سیستمهای جریان پلکانی را ترکیب میکند. امروزه ABR در بیش از 2,000 واحد تصفیهخانه در سراسر جهان، به ویژه برای فاضلابهای صنعتی با بار آلی متغیر مورد استفاده قرار میگیرد.
 اصول عملکرد و ساختار راکتور ABR
اصول عملکرد و ساختار راکتور ABR
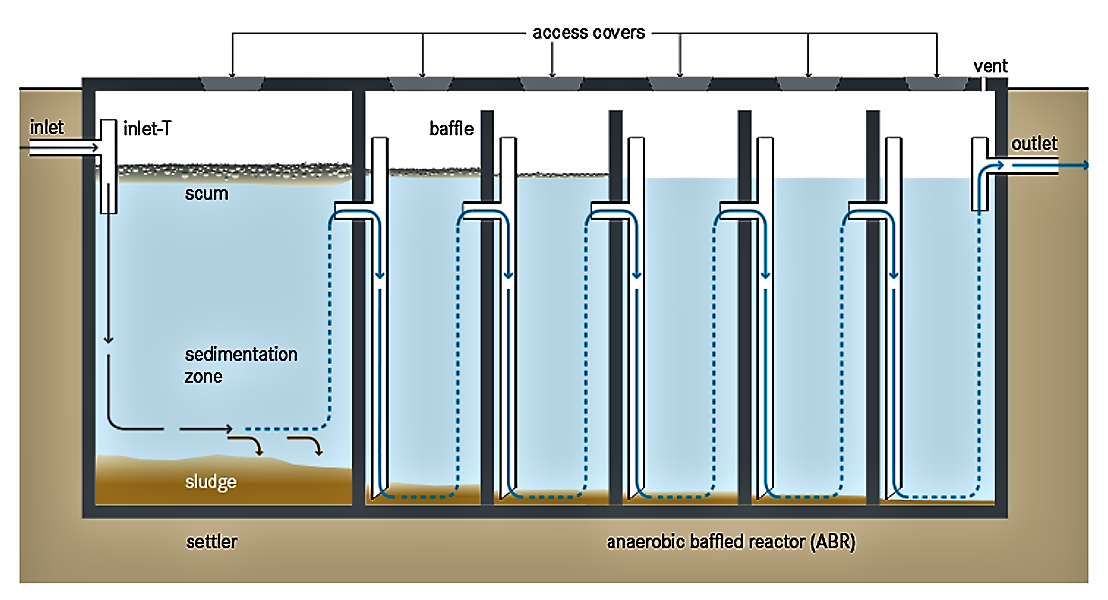
ساختار پایه راکتور ABR
-
محفظههای متوالی:
-
تعداد معمول: 4-8 محفظه
-
حجم هر محفظه: مساوی یا افزایشی
-
دیوارههای جداکننده با زاویه 45-60 درجه
-
-
سیستم جریان پلکانی:
-
حرکت افقی فاضلاب بین محفظهها
-
سرعت جریان: 0.2-0.8 m/h
-
اختلاط محدود بین محفظهها
-
-
لجن بیهوازی:
-
تشکیل خودبهخودی در هر محفظه
-
غلظت لجن: 15-30 g/L
-
زمان ماند لجن: 30-100 روز
-
-
سیستم جمعآوری گاز:
-
تولید 0.3-0.35 m³/kg CODremoved
-
ترکیب: 55-65% متان
-
مکانیسمهای کلیدی تصفیه
-
جداسازی فازهای مختلف تجزیه بیهوازی در محفظههای مختلف
-
ایجاد جریان پلکانی برای افزایش زمان تماس
-
تشکیل گرانولهای لجن در محفظههای پایانی
-
تولید همزمان گاز و تثبیت مواد آلی
مزایای منحصر به فرد راکتور ABR
✔ انعطافپذیری بالا در برابر نوسانات بار آلی و هیدرولیکی
✔ راندمان پایدار (حذف 75-90% COD در شرایط بهینه)
✔ مصرف انرژی بسیار پایین (95% کمتر از سیستمهای هوازی)
✔ عدم نیاز به تجهیزات مکانیکی پیچیده
✔ مقاومت بالا در برابر مواد سمی و شوک بار
✔ کنترل آسان فرآیند با امکان مانیتورینگ هر محفظه
طراحی و پارامترهای فنی ABR
پارامترهای کلیدی طراحی
-
بارگذاری آلی حجمی (OLR):
-
معمولاً 2-10 kg COD/m³.day
-
حداکثر تا 15 kg COD/m³.day در سیستمهای پیشرفته
-
-
زمان ماند هیدرولیکی (HRT):
-
فاضلاب صنعتی: 12-48 ساعت
-
فاضلاب شهری: 6-24 ساعت
-
-
تعداد محفظهها:
-
حداقل: 4 محفظه
-
بهینه: 6-8 محفظه
-
-
نسبت ارتفاع به عرض (H/W):
-
معمولاً 0.8:1 تا 1.5:1
-
عمق مفید: 2-5 متر
-
محاسبات اساسی
حجم راکتور مورد نیاز:
V = (Q × COD)/(OLR × 1000)
که در آن:
-
V: حجم کل راکتور (m³)
-
Q: دبی فاضلاب (m³/day)
-
COD: غلظت COD ورودی (mg/L)
-
OLR: بار آلی حجمی (kg COD/m³.day)
حجم هر محفظه:
V_c = V/N
که در آن:
-
V_c: حجم هر محفظه (m³)
-
N: تعداد محفظهها
مقایسه راکتور ABR با سایر سیستمهای بیهوازی
| پارامتر | ABR | UASB | CSTR |
|---|---|---|---|
| انعطافپذیری | بسیار بالا | متوسط | کم |
| مقاومت به شوک بار | عالی | خوب | ضعیف |
| نیاز به تجهیزات | کم | متوسط | زیاد |
| زمان راهاندازی | متوسط (4-8 هفته) | طولانی (2-6 ماه) | کوتاه (2-4 هفته) |
| هزینه سرمایهگذاری | متوسط | متوسط-بالا | کم |
کاربردهای صنعتی و شهری
-
صنایع غذایی و کشاورزی:
-
کارخانههای تولید کنسانتره میوه
-
صنایع فرآوری شیر و لبنیات
-
کشتارگاههای صنعتی
-
-
صنایع شیمیایی:
-
تولیدات پتروشیمی
-
صنایع داروسازی
-
کارخانههای رنگ و رزین
-
-
تصفیه فاضلاب شهری:
-
جوامع کوچک (1,000-10,000 نفر)
-
مناطق روستایی با فاضلاب صنعتی
-
-
صنایع نساجی و رنگرزی:
-
پساب کارخانههای نساجی
-
صنایع تولید پارچه
-
چالشها و راهکارهای عملیاتی
1. شناور شدن لجن در محفظههای اولیه
راهکارها:
-
کنترل سرعت جریان
-
نصب صفحات جداکننده گاز
-
مدیریت تولید گاز
2. تشکیل کانالهای کوتاهمدت
راهکارها:
-
طراحی مناسب دیوارههای جداکننده
-
استفاده از بافلهای اضافی
-
کنترل یکنواختی جریان
3. تغییرات دمایی
راهکارها:
-
عایقبندی راکتور
-
استفاده از سیستمهای گرمایش غیرمستقیم
-
انتخاب دمای عملیاتی مناسب
نوآوریهای اخیر در فناوری ABR
-
سیستمهای ترکیبی ABR-MBR:
-
کیفیت پساب عالی
-
فشردگی سیستم
-
-
راکتورهای ABR با صفحات جداکننده پیشرفته:
-
بهبود جداسازی فازها
-
افزایش راندمان
-
-
سیستمهای کنترل هوشمند:
-
پایش آنلاین هر محفظه
-
تنظیم خودکار شرایط
-
-
مواد ساختاری نانویی:
-
مقاومت شیمیایی بالا
-
طول عمر بیشتر
-
مطالعه موردی: کاربرد موفق در صنعت ایران
در یک کارخانه تولید کنسانتره میوه در آذربایجان غربی با مشخصات زیر:
-
دبی فاضلاب: 80 m³/day
-
COD ورودی: 8,000 mg/L
-
دمای عملیاتی: 30°C
نتایج پس از نصب راکتور ABR:
📈 حذف 85% COD
🔥 تولید 90 m³/day بیوگاز
💰 بازگشت سرمایه در 18 ماه
🌿 کاهش 75% لجن تولیدی
راهنمای انتخاب و طراحی
گامهای اساسی طراحی
-
آنالیز فاضلاب (COD، BOD، TSS، دما، جریان)
-
تعیین اهداف تصفیه و کیفیت پساب
-
محاسبه حجم راکتور بر اساس OLR
-
تعیین تعداد و ابعاد محفظهها
-
طراحی سیستم توزیع و جمعآوری گاز
-
بررسی نیاز به پیشتصفیه یا پستصفیه
نکات کلیدی در انتخاب
-
برای فاضلابهای با بار آلی بسیار بالا (>10,000 mg/L COD) از پیشتصفیه استفاده شود
-
در مناطق سردسیر، سیستم گرمایش طراحی گردد
-
تعداد محفظهها بر اساس کیفیت پساب مورد نیاز تعیین شود
آینده فناوری ABR
-
ادغام با انرژیهای تجدیدپذیر:
-
استفاده از بیوگاز برای تولید برق
-
سیستمهای هیبریدی خورشیدی
-
-
بهینهسازی مصرف انرژی:
-
بازیابی حرارت از پساب
-
کاهش تلفات انرژی
-
-
کاربردهای جدید:
-
تصفیه فاضلاب بیمارستانی
-
سیستمهای تصفیه غیرمتمرکز
-
-
سیستمهای کاملاً خودکار:
-
کنترل از راه دور
-
پایش هوشمند پارامترها
-
نتیجهگیری: جایگاه راکتور ABR در صنعت تصفیه
راکتور ABR با ساختار هوشمندانه و انعطافپذیری بالا، راهحلی اقتصادی و پایدار برای تصفیه فاضلابهای صنعتی با کیفیت متغیر محسوب میشود. این فناوری با مصرف انرژی ناچیز و تولید همزمان انرژی تجدیدپذیر، گامی مهم در جهت توسعه پایدار صنعتی است.
با وجود چالشهای موجود در راهاندازی و بهینهسازی، توسعههای اخیر در زمینه کنترل فرآیند و طراحی راکتور، آینده روشنی را برای این فناوری ترسیم میکند. سرمایهگذاری در سیستمهای ABR هم از نظر اقتصادی و هم از نظر زیستمحیطی تصمیمی استراتژیک برای صنایع مختلف محسوب میشود.